0515-87853888
电 话:0000-00000000
传 真:0000-00000000
邮 箱:@.com
网 址:www.jsxqgt.com
地 址:
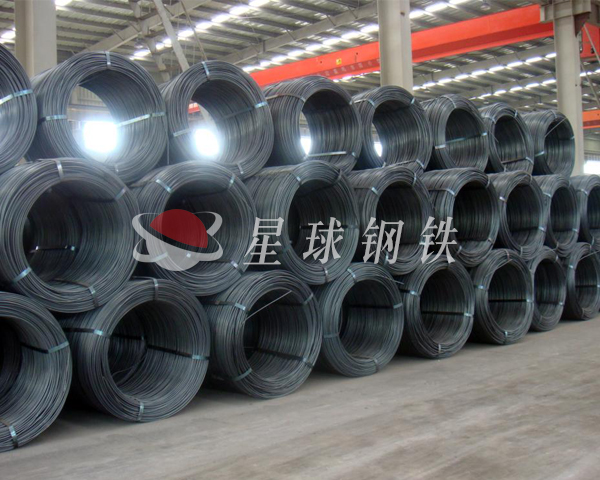
徐州盘螺:成盘状的横截面为圆形的盘条,直径为5.5~30mm。圆钢(Rounds):横截面直径大于8mm的棒材。 棒材(Bar): 横截面形状为圆形、六角、方型或其它异型的直条钢材。在不锈钢中,一般棒材绝大多数指的就是圆钢。盘条(Rod):热轧后卷成盘状交货的成品,包括圆形、方形、矩形、六角等。由于绝大部分是圆形,所以一般说的盘条是指圆形线材盘条。按钢的化学成分,盘螺厂生产的线材可分为两大类:一是碳素钢,按含碳量多少又可分为低碳钢、中碳钢和高碳钢;二是合金钢。目前(1992年)线材的钢种主要是普通低碳钢、优质碳素钢、焊条钢、钢丝绳钢、不锈耐酸钢、耐热钢、滚动轴承钢等三十多种。 按断面形状,线材有圆形、方形、椭圆形、梯形和异形等。方形极少,异形更少,一般圆形断面较多。

H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。徐州盘螺有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在700mm以上的产品称为大号、300~700mm的称为中号,小于300mm的称为小号。至1990年末,世界上最大的H型钢腹板高度1200mm,翼缘宽度为530mm。国际上,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,中国、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但盘螺厂所生产的产品尺寸规格范围及尺寸公差相差不大。

徐州盘螺的质量对下一工序有着很大的影响。新式线材轧机在提高线材质量方面起着重大的作用,因而新式线材轧机具有很大的生命力,近年来得到了很快的发展。对线材的质量要求,总括起来说有六个方面:尺寸公差;表面质量;化学成分;金相组织;机械性能和盘重。随着生产技术的发展,用户对这几方面提出越来越高的要求。正是这些日益增长着的要求,促进了盘螺厂轧制技术及装备的新的发展。其中,尤其是盘重对线材轧机的发展起了很大的促进作用。高速线材轧机(如 轧机)就是为满足上述的质量和产量要求而产生的。

螺纹钢筋的连接方法主要有绑扎搭接、机械连接和焊接三种,但无论哪一种连接方式其都需遵循以下精轧螺纹钢筋的连接原则。另外,在精轧螺纹钢筋连接区域应采取必要的构造措施,在纵向受力钢筋搭接长度范围内应配置横向构造钢筋或箍筋. 首先,在购买识精轧螺纹钢时,从外观尺寸看,可用游标卡量具简单测量实际尺寸是否比标明尺寸小约一个规格左右或更多.同时有些伪劣精轧螺纹钢通过轧扁的方式来欺骗人的视觉,因而从精轧螺纹钢端面观察其为扁椭圆形,而正规材端面应基本为圆形;其二,从表面质量看,伪劣精轧螺纹钢由于用土坯轧制,其表面质量差,常带有结疤等缺陷,有整体粗糙感.同时有些小精轧螺纹钢厂家由于加热温度、轧制速度不够,表面颜色偏红;无论是家装使用照旧如今施工人们都广泛的使用精轧螺纹钢,良好的材料吻合人们使用的规则风俗。徐州盘螺在之前所有的钢铁材料的基础之上不断的发展变化,盘螺厂的优势在于防震的效果分外很是好。盐城钢材辨别真伪紧张的一步就是检验表面质量,合格的产品表面是不允许有裂痕或者是其他形式的疤,这些都是不合格的产品才会出现的事情。所以就是检查精轧螺纹钢表面是不是完整的。精轧螺纹钢的成品质量都是随着熔炼和温度进行变化的,所以这也是我们进行辨别的方式之一。其三,正规钢材在精轧螺纹钢厂家出厂时大多大捆包装,成捆钢材上均挂有与实物相对应的金属标牌,标明精轧螺纹钢厂家、钢材牌号、批号、规格及检验代号等.而伪劣精轧螺纹钢由于生产条件简陋,无大型吊装设备,大多小捆包装或散装,无金属标牌、无质量保证书。 一、在同一跨度或同一层高内的同一受力钢筋上宜少设连接接头,不宜设置2个或2个以上接头. 二、轴心受拉及小偏心受拉杆件(如桁架和拱的拉杆)的纵向受力钢筋不得采用绑扎搭接头. 三、精轧螺纹钢厂家建议您的精轧螺纹钢接头应尽量设置在受力较小处,赢避开结构受力较大的关键部位.抗震设计时避开梁端、柱端箍筋加密范围,如必须在该区域连接,则应采用机械连接或焊接. 四、当受拉钢筋的直径d>25mm及受压钢筋的直径d>28mm时,不宜采用绑扎搭接接头. 五、接头位置宜互相错开,在连接范围内,接头钢筋面积百分率应限制在一定范围内.

H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用万能轧机轧制H型钢。徐州盘螺腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用万能轧机尚不能对翼缘边端施以压下,这样就需要在万能机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。盘螺厂在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次(图2a),或者是令轧件通过由几架万能机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品万能轧机,又叫万能精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状(图2d)。
0515-87853888
286722386@qq.com
![]()
![]()
![]()
![]()