0515-87853888
电 话:0000-00000000
传 真:0000-00000000
邮 箱:@.com
网 址:www.jsxqgt.com
地 址:
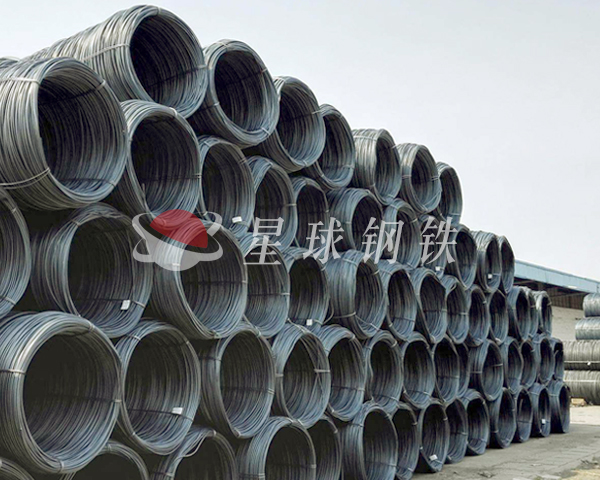
扬州镀锌方管的用途主要归纳为两种:一作建筑材料用;二作拉丝的原料。作建筑材料用的线材,钢种有普通低碳钢、优质碳素钢和碳素弹簧钢等。品种有圆形和螺纹形,规格直径为6~25毫米的应用最多,直径为28~32毫米的也常应用。作为建筑材料的线材,要求保证化学成分并具有可焊性,要求物理性能均匀与稳定,以利于冷弯、冷拉与冷拔。建筑工程用的各种规格直径的线材都希望成盘卷状交货,以便于按长度需要任意截取从而避免浪费。作为拉丝原料的线材,虽然钢种较多,但品种只有圆形的。为减少拉拔次数,直径一般为5~9毫米,特殊用途的也使用直径大于10毫米的线材。作为拉丝原料的线材,要求保证化学成分和物理性能均匀与稳定,金相组织尽可能索氏体化,尺寸应精确,表面应光洁,氧化铁皮薄而利于清除。总的来说,线材的用途很广,在国民经济各个部门中线材占有重要的地位。有的镀锌方管批发轧制以后可直接使用,主要作钢筋混凝土的配筋和焊接结构件用;有的则作为再加工原料,经过再加工后使用。例如,经过拉拔成为各种钢丝,再经捻制成为钢丝绳,或再经编织成钢丝网;经过热锻或冷锻成铆钉;经过冷锻及滚压成螺栓,以及经过各种切削加工及热处理制成机器零件或工具;经过缠绕成型及热处理制成弹簧等等。

扬州镀锌方管尺寸外形:1)公称直径范围及推荐直径钢筋的公称直径范围为6~50mm,标准推荐的钢筋公称直径为6、8、10、12、14、16、20、25、32、40、50mm。2)带肋钢筋的表面形状及尺寸允许偏差带肋钢筋横肋设计原则应符合下列规定:镀锌方管批发生产的产品横肋与钢筋轴线的夹角β不应小于45度,当该夹角不大于70度时,钢筋相对两面上横肋的方向应相反;横肋公称间距l不得大于钢筋公称直径的0.7倍;横肋侧面与钢筋表面的夹角α不得小于45度;钢筋相邻两面上横肋末端之间的间隙(包括纵肋宽度)总和不应大于钢筋公称周长的20%;当钢筋公称直径不大于12mm时,相对肋面积不应小于0.055;公称直径为14mm和16mm时,相对肋面积不应小于0.060;公称直径大于16mm时,相对肋面积不应小于0.065。相对肋面积的计算可参考附录C。带肋钢筋通常带有纵肋,也可不带纵肋;3)长度及允许偏差a、长度钢筋通常按定尺长度交货,具体交货长度应在合同中注明;钢筋可以盘卷交货,每盘应是一条钢筋,允许每批有5%的盘数(不足两盘时可有两盘)由两条钢筋组成。其盘重及盘径由供需双方协商确定。b、长度允许偏差钢筋按定尺交货时的长度允许偏差不得大于±25mm;当要求最小长度时,其偏差为+50mm;当要求最大长度时,其偏差为-50mm。c、弯曲度和端部,钢筋端部应剪切正直,局部变形应不影响使用。

1:塑性是指金属材料在载荷作用下,产生塑性变形(永久变形)而不破坏的能力。2:硬度是衡量金属材料软硬程度的指针。目前生产中测定硬度方法最常用的是压入硬度法,它是用一定几何形状的压头在一定载荷下压入被测试的金属材料表面,根据被压入程度来测定其硬度值。常用的方法有布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)和维氏硬度(HV)等方法。3:前面所讨论的强度、塑性、硬度都是金属在静载荷作用下的机械性能指针。实际上,许多机器零件都是在循环载荷下工作的,在这种条件下零件会产生疲劳。4:冲击韧性,镀锌方管批发以很大速度作用于机件上的载荷称为冲击载荷,金属在冲击载荷作用下抵抗破坏的能力叫做冲击韧性。5:强度,强度是指金属材料在静荷作用下抵抗破坏(过量塑性变形或断裂)的性能。由于载荷的作用方式有拉伸、压缩、弯曲、剪切等形式,所以强度也分为抗拉强度、抗压强度、抗弯强度、抗剪强度等。各种强度间常有一定的联系,扬州镀锌方管使用中一般较多以抗拉强度作为最基本的强度指针。

钢板是钢材四大品种(板、管、型、丝)之一,在我国的钢材产量上,钢板产量占钢材生产总量的50%以上,随着我国国民经济的发展,钢板的生产总量也在逐渐递增。钢板他是一种宽厚比和表面积都很大的扁平型钢材。钢板按照钢板的厚度又分为薄板和厚板两大规格。薄钢板是用热轧或冷轧方法生产的,钢板的厚度在0.2-4mm之间的钢板。薄钢板宽度一般都在500-1400mm之间。根据它不同的用途,薄钢板会采用不同材质钢坯轧制而成。一般镀锌方管批发经常采用的材质有普碳钢、优碳钢、合金结构钢、碳素工具钢、不锈钢、弹簧钢和电工用硅钢等等。扬州镀锌方管主要用于在汽车工业、航空工业、搪瓷工业、电气工业、机械工业等等工业部门。薄钢板除轧制后直接交货之外,还有经过酸洗的、镀锌和镀锡等等一些其他的种类。

H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用万能轧机轧制H型钢。扬州镀锌方管腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用万能轧机尚不能对翼缘边端施以压下,这样就需要在万能机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。镀锌方管批发在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次(图2a),或者是令轧件通过由几架万能机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品万能轧机,又叫万能精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状(图2d)。
0515-87853888
286722386@qq.com
![]()
![]()
![]()
![]()