0515-87853888
电 话:0000-00000000
传 真:0000-00000000
邮 箱:@.com
网 址:www.jsxqgt.com
地 址:

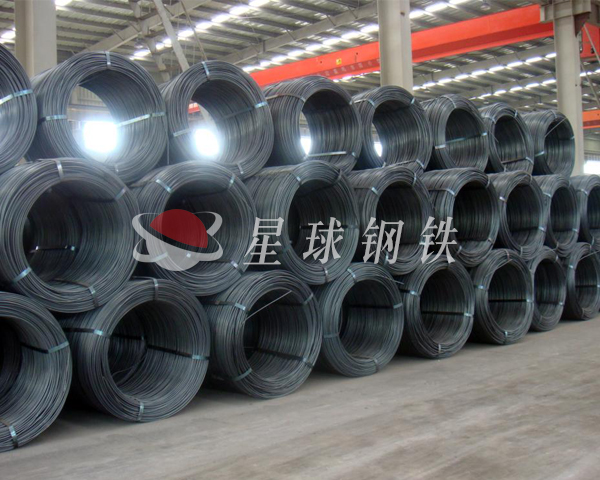
建湖镀锌H型钢一般采用高线生产,其生产过程可以分为以下几个步骤:一、通过步进式加热炉将方坯加热至1100摄氏度以上;二、加热后的方坯出炉,进行高压水除鳞;三、进入粗轧机轧制,粗轧机为热连轧机组;四、粗轧后的轧件进入水冷段进行降温,以控制其内部金相组织;五、离开水冷段后进入中轧机和精轧机进行进一步轧制;六、精轧后的轧件由吐丝机吐出形成盘卷状;七、镀锌H型钢厂的线材在空冷段中冷却前进;八、在空冷段的末端,线材由集卷器打成卷筒状;九、打成卷筒状后的线材送入打捆机打捆;十、进入成品库。

角钢由于其风格特征,角钢具有许多在钢材中找不到的优点。建湖镀锌H型钢可以构成几种不同的受力部件,也可以用作部件之间的连接。但是,由于角钢的各种规格,为了选到适合的角钢,刚开始需要初步了解其规格和品种,角钢厂家生产的角钢,一般分为两种类型,分别是等边角钢和不等边角钢,而不等边角钢又分为不等边等厚及不等边不等厚两种。所以,角钢的规格以侧面的长度和侧面的厚度表示。角钢是钢材运用对比比较常用的钢材之一。因为镀锌H型钢厂在钢材商场有许多类型的钢材,其中许多都有相似之处,如工字钢,C形钢和角钢。角钢的价格差异很大。它的用途几乎相同,下面让我们了解钢角的使用。钢角是具有槽形截面的钢带。
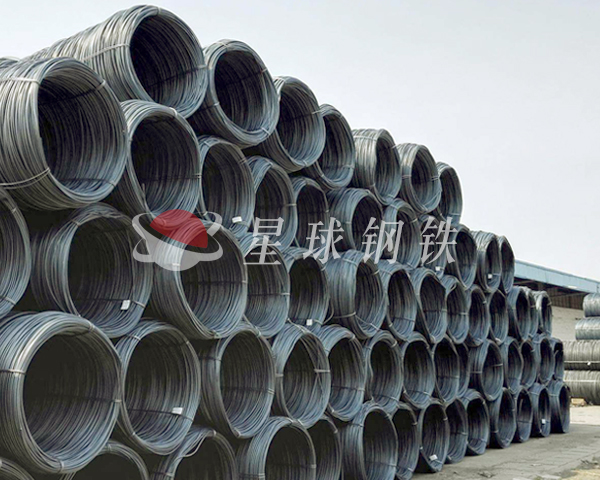
建湖镀锌H型钢尺寸外形:1)公称直径范围及推荐直径钢筋的公称直径范围为6~50mm,标准推荐的钢筋公称直径为6、8、10、12、14、16、20、25、32、40、50mm。2)带肋钢筋的表面形状及尺寸允许偏差带肋钢筋横肋设计原则应符合下列规定:镀锌H型钢厂生产的产品横肋与钢筋轴线的夹角β不应小于45度,当该夹角不大于70度时,钢筋相对两面上横肋的方向应相反;横肋公称间距l不得大于钢筋公称直径的0.7倍;横肋侧面与钢筋表面的夹角α不得小于45度;钢筋相邻两面上横肋末端之间的间隙(包括纵肋宽度)总和不应大于钢筋公称周长的20%;当钢筋公称直径不大于12mm时,相对肋面积不应小于0.055;公称直径为14mm和16mm时,相对肋面积不应小于0.060;公称直径大于16mm时,相对肋面积不应小于0.065。相对肋面积的计算可参考附录C。带肋钢筋通常带有纵肋,也可不带纵肋;3)长度及允许偏差a、长度钢筋通常按定尺长度交货,具体交货长度应在合同中注明;钢筋可以盘卷交货,每盘应是一条钢筋,允许每批有5%的盘数(不足两盘时可有两盘)由两条钢筋组成。其盘重及盘径由供需双方协商确定。b、长度允许偏差钢筋按定尺交货时的长度允许偏差不得大于±25mm;当要求最小长度时,其偏差为+50mm;当要求最大长度时,其偏差为-50mm。c、弯曲度和端部,钢筋端部应剪切正直,局部变形应不影响使用。

从宏观方面来看,2013年国内钢价大幅下跌,中国钢产品价格将会大幅下跌,因为一直存在产能过剩问题,而且主要原料铁矿价格也走低。中国经济增长放慢正抑制该国对钢材与铁矿石的需求,从而拖累两种商品的价格跌至数月低点,并且令全球铁矿石生产商的扩张计划面临风险。建湖镀锌H型钢预期未来几个月的趋势不会发生改变,因为产能过多且行业整合速度太慢;与此同时铁矿石供应过剩问题也有所加重,预示其价格将继续走低。2013年,煤焦钢期货再度联手下跌,而股市稳定,钢材期货和股市走势分化加重。原因还是镀锌H型钢厂本身基本面供需矛盾激化所致。
H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用万能轧机轧制H型钢。建湖镀锌H型钢腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用万能轧机尚不能对翼缘边端施以压下,这样就需要在万能机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。镀锌H型钢厂在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次(图2a),或者是令轧件通过由几架万能机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品万能轧机,又叫万能精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状(图2d)。
0515-87853888
286722386@qq.com
![]()
![]()
![]()
![]()