0515-87853888
电 话:0000-00000000
传 真:0000-00000000
邮 箱:@.com
网 址:www.jsxqgt.com
地 址:
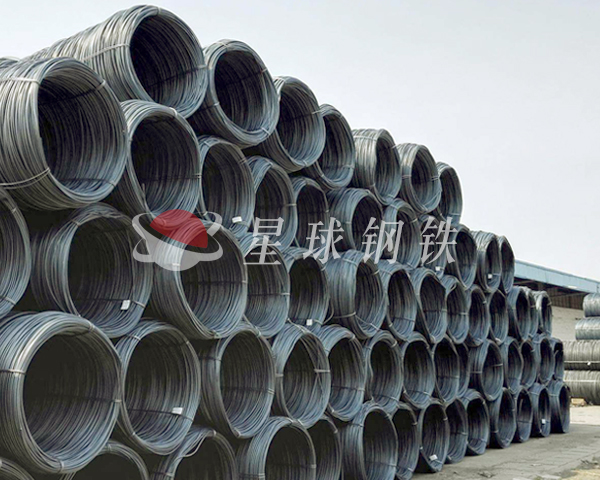
南通钢材是热轧带肋钢筋的俗称。 普通热轧钢筋其牌号由HRB和牌号的屈服点最小值构成。H、R、B分别为热轧(Hotrolled)、带肋(Ribbed)、钢筋(Bars)三个词的英文首位字母。热轧带肋钢筋分二级HRB335(老牌号为20MnSi)、三级HRB400(老牌号为20MnSiV、20MnSiNb、20Mnti)、四级HRB500三个牌号。钢材厂生产的螺纹钢筋的成品质量随冶金熔炼炉次和热轧批次的工艺情况而有所变化,炉号和批号是抽样检验的基础。因此进口收用货部门和仓储部门要注意保留货物上的标记,出口企业和外贸部门也要按标准要求分清批次、炉号并提供质量证明书。螺纹钢一般是裸装捆扎交货,存放时要注意防潮,锈蚀对螺纹钢的性能将产生不良影响。

南通钢材一般采用高线生产,其生产过程可以分为以下几个步骤:一、通过步进式加热炉将方坯加热至1100摄氏度以上;二、加热后的方坯出炉,进行高压水除鳞;三、进入粗轧机轧制,粗轧机为热连轧机组;四、粗轧后的轧件进入水冷段进行降温,以控制其内部金相组织;五、离开水冷段后进入中轧机和精轧机进行进一步轧制;六、精轧后的轧件由吐丝机吐出形成盘卷状;七、钢材厂的线材在空冷段中冷却前进;八、在空冷段的末端,线材由集卷器打成卷筒状;九、打成卷筒状后的线材送入打捆机打捆;十、进入成品库。

南通钢材的质量对下一工序有着很大的影响。新式线材轧机在提高线材质量方面起着重大的作用,因而新式线材轧机具有很大的生命力,近年来得到了很快的发展。对线材的质量要求,总括起来说有六个方面:尺寸公差;表面质量;化学成分;金相组织;机械性能和盘重。随着生产技术的发展,用户对这几方面提出越来越高的要求。正是这些日益增长着的要求,促进了钢材厂轧制技术及装备的新的发展。其中,尤其是盘重对线材轧机的发展起了很大的促进作用。高速线材轧机(如 轧机)就是为满足上述的质量和产量要求而产生的。

南通钢材轧后冷却方法可分为两大类:一类叫自然冷却法;另一类称控制冷却法。自然冷却法,也就是我们常说的自然堆冷法,即线材由精轧机组成品机架轧出后,经卷线机卷取成盘,然后挂在钩式运输机上,运行中自然冷却或是通过辊道、链式移送机等设备移送到线材成品堆放场进行自然冷却。自然冷却法的基本特点就在于钢材厂生产的线材在高温下进行自然堆冷。但是,冷却时间长,则生成的氧化铁皮严重,并且线材盘卷的内层和外层冷却速度不同,造成线材全长的组织性能不均,其波动范围达20%左右。控制冷却法,是指线材轧后的冷却是在控制条件下进行的。其基本特点就在于把轧后的线材从高温下立即过冷到形成索氏体相变所要求的相变温度(一般为650~800 ),再以不同的冷却速度进行散卷冷却。这样避免了自然冷却法的缺点,显著提高了线材的质量。控制冷却法又有多种,主要有:斯太尔摩法、施罗曼法、间歇水冷法、ED法、EDC法、流态冷床法等。这些方法各有优缺点。其中应用较普遍的是斯太尔摩法,据报导,世界上共有150多条斯太尔摩冷却线。
0515-87853888
286722386@qq.com
![]()
![]()
![]()
![]()